
Manufacturing Nitinol Medical Devices

Nitinol is an alloy that is made up of mostly Nickel and Titanium.
We take advantage of two primary unique properties with Nitinol, especially with medical devices—shape memory and superelasticity.
Shape memory means that when in a colder state, Nitinol becomes more malleable and will hold its shape under different strains as long as it remains at these colder temperatures.
This is beneficial when compressing a stent into a small cannula or catheter. Minimizing the profile of delivery systems has created more opportunities for medical devices to reach the parts of our anatomy that once seemed near impossible without interventional surgery.
With superelasticity, you get a material that can undergo high fatigue scenarios. This means that it can undergo high strain and yet have some stiffness and some springiness.
This is a desirable attribute for a multitude of medical device applications.
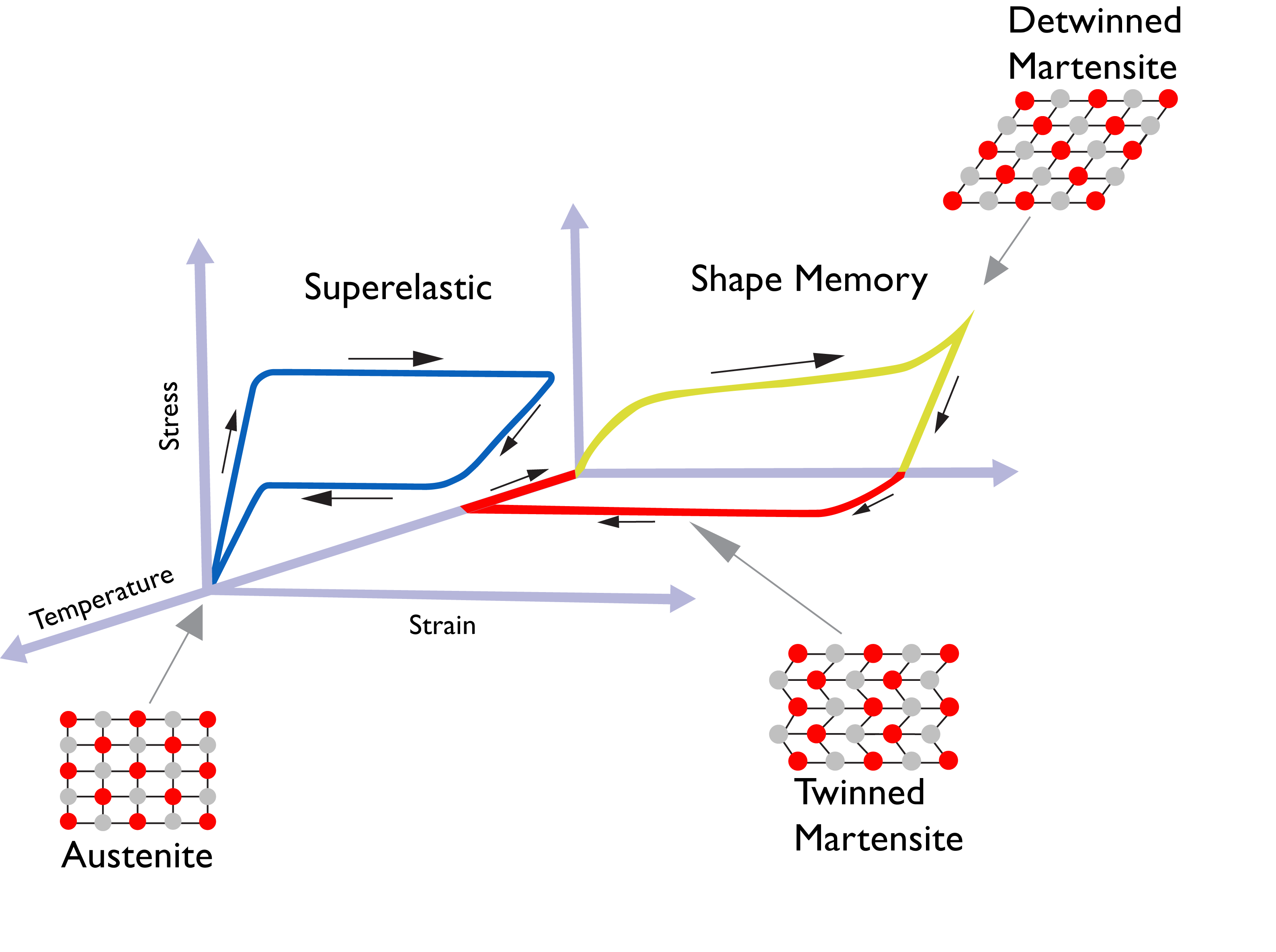
The figure above shows the unique stress strain hysteresis curves and phase transformations of nitinol.
Nitinol undergoes the different phase transformations through changes in stress and changes in temperature.
Understanding these phase changes, how and when they occur is just half the battle with manufacturing nitinol prototypes and devices.
What Are the Most Common Types of Medical Devices NPX Manufactures That Use Nitinol?
Nitinol is used in a breadth of medical devices including orthopedic and respiratory applications. The most common medical devices that use Nitinol are typically found in cardiovascular, orthopedics, peripheral vascular, and neurology—largely for the delivery options to make a procedure less invasive. Self-expanding stents are a good example of something we frequently manufacture.
Typically, our customers will either ask about Nitinol or already have Nitinol in mind for their devices because its capabilities are well-known and it’s an industry standard. In medical applications, using Nitinol is becoming very common in many different scenarios.
What Characteristics of a Device Would Not Make It a Good Candidate for Using Nitinol?
Although nitinol has sufficient stiffness in most cases, applications where higher stiffness is required, we would recommend alternative materials such as stainless steel or titanium. Another characteristic of a medical device where Nitinol would not be a good fit is for anything that needs be magnetic.
Additionally, Nitinol is not the lowest-cost material. For certain devices where cost is more of a factor, Nitinol might not be the right material. In addition, machining nitinol can be very challenging making it more expensive.
Working with Nitinol vs. Other Materials
With Nitinol, we can start with a smaller tube, knowing we can expand it farther, and bend it more due to the higher tolerance for changes in strain when superelastic. Although the laser cut design greatly influences the expansion and bending capabilities, there’s a lot more range in the Nitinol than some other materials for the same laser-cut design.
Typically, the more efficient we can be with the material, the more affordable the costs become.
Heat Setting and Post Processing Nitinol
We are fully equipped to take care of all the heat setting and post-processing at our facilities.
Heat Setting Nitinol
The main thing that we look at with Nitinol specific to heat setting is the Austenite finish (Af) temperature, which is the temperature at which that shape memory and superelasticity shift. It is at this temperature where the Nitinol will take on the shape that it is intended to hold as the final product (austenite parent shape). When cooled, the Nitinol becomes malleable and can temporarily take on a different shape (martensite daughter phase). When heated again, the Nitinol returns to its parent shape when the temperature reaches above the Af temperature.
We like to control three main parameters to have a consistent output for the Af temperature: heat treatment time, temperature, and tooling design. That will dictate almost everything with Nitinol outside of the actual cut design and step design.
A lot can be done with the processing and zeroing in on a specific Af temperature.
Post Processing Nitinol
While not required, we highly recommend post-processing with Nitinol. The salt bath process builds a thick undesirable oxide layer, often referred to black oxide. Post-processing helps reduce the oxide layer and build up a fresh titanium oxide layer with a shiny finish.
Without post-processing, it can be difficult to pass biocompatibility testing. Plus, post-processing helps with the mechanical properties of the parts. Electropolishing steps typically round out the edges of the part or laser cut and mitigate the risk of heat affected zone (HAZ).
Post-processing is not just a biocompatibility step that needs to be done to pass the FDA’s standards, but can also affect the fatigue life. When it comes to electropolishing, we have a very robust process that has yielded high success and high repeatability.
